

A5052鋁件側銑加工,2.0N.m大扭矩高速電主軸精密加工http://www.yuxingjiajuwujin.com.cn/案例
點擊上方藍色字體,關注我們想要表面效果好,內孔端面,表面毛刺也可以使用RBZ浮動主軸配上陶瓷研磨刷去除,客戶使用都反饋效果好,可推薦合適的加工方案。
A5052鋁合金工件進行側面切削加工,使用直徑12mm銑刀,加裝在新產品NAKANISHI高速電主軸BMS-5010進行加工,下面松本機電就來簡單展示加工時參數。

鋁合金件側銑加工,使用的是NAKANISHI高速電主軸BMS-5010,轉速高達10000轉/min,功率1200W,扭矩高達2N.M,精度在1um以內,以下是加工案例的基本情況:
使用主軸:BMS-5010
主軸直徑:50mm
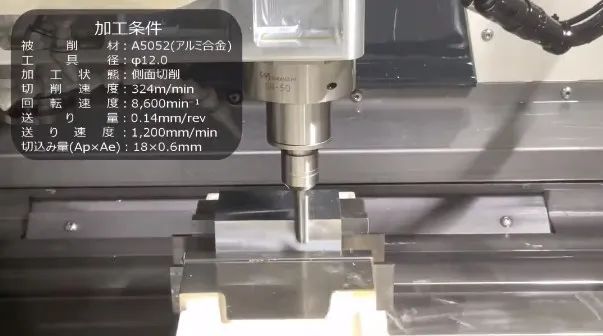
使用刀具:φ12.0mm
加工材質:A5052(鋁合金)
加工:側面切削
冷卻:氣冷
加工參數:
切削速度:324m/min
轉速:8600轉/min
進給量:0.14mm/rev
進給速度:1200mm/min
切入量(AP×Ae):18×0.6mm

以上參數可看出,使用大扭矩NAKANISHI高速電主軸BMS-5010,切削速度快,且表面效果好,能夠提高加工效率。且目前為止,精密主軸直徑較小的,可夾持到13mm柄徑的刀具,可穩定持續性加工。
點擊上方藍色字體,關注我們想要表面效果好,內孔端面,表面毛刺也可以使用RBZ浮動主軸配上陶瓷研磨刷去除,客戶使用都反饋效果好,可推薦合適的加工方案。
A5052鋁合金工件進行側面切削加工,使用直徑12mm銑刀,加裝在新產品NAKANISHI高速電主軸BMS-5010進行加工,下面松本機電就來簡單展示加工時參數。
鋁合金件側銑加工,使用的是NAKANISHI高速電主軸BMS-5010,轉速高達10000轉/min,功率1200W,扭矩高達2N.M,精度在1um以內,以下是加工案例的基本情況:
使用主軸:BMS-5010
主軸直徑:50mm
使用刀具:φ12.0mm
加工材質:A5052(鋁合金)
加工:側面切削
冷卻:氣冷
加工參數:
切削速度:324m/min
轉速:8600轉/min
進給量:0.14mm/rev
進給速度:1200mm/min
切入量(AP×Ae):18×0.6mm
以上參數可看出,使用大扭矩NAKANISHI高速電主軸BMS-5010,切削速度快,且表面效果好,能夠提高加工效率。且目前為止,精密主軸直徑較小的,可夾持到13mm柄徑的刀具,可穩定持續性加工。
《大扭矩高速電主軸助力精密加工,展現科技與工藝的完美結合》
文章:
隨著科技的飛速發展,精密加工技術已經成為了現代制造業的核心。而在這個領域,大扭矩高速電主軸作為精密加工中的重要設備,發揮著越來越重要的作用。下面,就讓我們一起來了解一個關于大扭矩高速電主軸精密加工的案例,感受科技與工藝的完美結合。
一、案例背景
某高端制造企業,為了提升產品品質和生產效率,決定引進大扭矩高速電主軸精密加工設備。經過多方考察和比較,最終選擇了具有國際知名品牌的高端電主軸產品。
二、設備介紹
該設備采用大扭矩高速電主軸,具有高精度、高效率、高穩定性等優點。電主軸是電機直接驅動的主軸,相比傳統機械主軸,具有更高的轉速和更大的扭矩輸出。同時,該設備還配備了先進的控制系統和檢測系統,確保加工過程的精確控制和產品質量的高標準。
三、加工過程
在精密加工過程中,大扭矩高速電主軸通過高精度的控制系統,將工件固定在機床上,并采用先進的加工工藝,如銑削、車削、磨削等,對工件進行精細加工。在加工過程中,電主軸的轉速和扭矩輸出可以根據加工需求進行精確調整,確保加工過程的穩定性和產品質量的一致性。
四、應用效果
通過引進大扭矩高速電主軸精密加工設備,該高端制造企業實現了產品品質的顯著提升和生產效率的大幅提高。同時,該設備的穩定性和可靠性也得到了廣泛認可,為企業帶來了可觀的經濟效益和社會效益。
五、結論
大扭矩高速電主軸精密加工設備的引進和應用,不僅提升了該高端制造企業的產品品質和生產效率,也展現了科技與工藝的完美結合。在未來的發展中,隨著科技的進步和制造業的不斷升級,大扭矩高速電主軸精密加工技術將會發揮更加重要的作用,為制造業的發展注入新的動力。
